












Process of heat conduction oil furnace system
Project Background
As a comprehensive hazardous waste disposal company, Nanjing Company needs a heat carrier with high temperature and convenient temperature adjustment in its comprehensive utilization workshop, but the steam is difficult to meet the requirements, and the operation cost of installing a heat conduction oil furnace is high. Based on its actual situation, Nanjing Company adopts a heat conduction oil furnace and a waste heat recovery system for hazardous waste incineration, which can not only recover the heat from the incineration of flue gas, but also meet the demand of the comprehensive utilization workshop for heat source. It is a domestic initiative that the heat conduction oil furnace is used to recover waste heat from hazardous waste incineration.
System Composition
Heat conduction oil furnace system consists of general heat conduction oil furnace, heat conduction oil circulatory system, heat energy utilization system, waste heat recovery system and so on.
Process
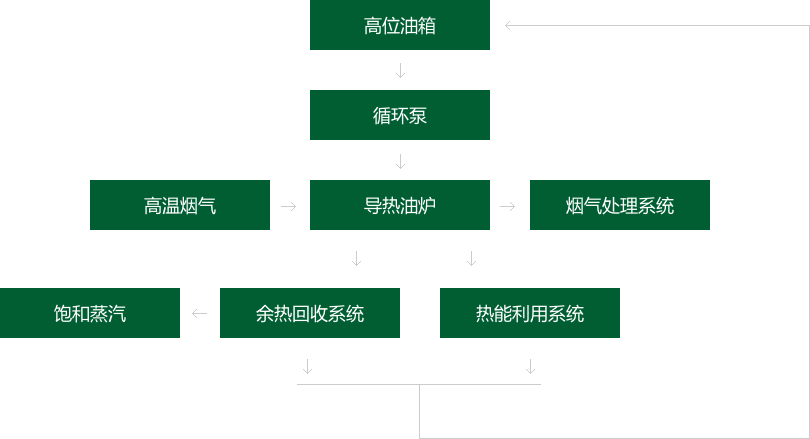
Heat conduction oil furnace: the high-temperature flue gas generated by hazardous waste incineration enters the heat conduction oil furnace, which is used to heat the heat conduction oil while achieving the purpose of cooling the flue gas at the same time. After cooling, the flue gas enters the flue gas treatment system and is discharged up to the standard.
Heat conduction oil circulatory system: heat conduction oil circulator ysystem is composed of circulating pump, top petrol tank, etc. The heat conduction oil at low temperature is transported to the heat conduction oil via circulating pump, and the heat is exchanged with the high-temperature flue gas. The heat conduction oil after heat absorption can be used for the heating of the comprehensive utilization system, and can also generate steam through the waste heat recovery system. The heat conduction oil after cooling is returned to the top petrol tank.
Heat energy utilization system: the heat conduction oil is used as the heat carrier to heat the reaction still and heat exchanger, so that the material can reach the required temperature and the temperature of heat conduction oil is reduced.
Waste heat recovery system: through the heat exchanger (steam generator),the excess heat conduction oil produces saturated steam, which can meet the needs of different heat carriers.
Process characteristics
1、High operating temperature can be obtained under almost constant pressure. It can greatly reduce the operating pressure and safety requirements of the high-temperature heating system and improve the reliability of system and equipment.
2、It can meet the process requirements of heating and cooling at different temperatures within a wider temperature range, or achieve the process requirements of high-temperature heating and low-temperature cooling with the same heat conduction oil in the same system.
3、Two heat carriers, heat conduction oil and steam, can be provided for use in the factory.



 cep@ china-ep. cn
cep@ china-ep. cn No.12, west branch, gaobeidian, chaoyang district, Beijing
No.12, west branch, gaobeidian, chaoyang district, Beijing 400-898-8505
400-898-8505
